电话:400-6368-3512
地址:山东潍坊

400-6368-3512
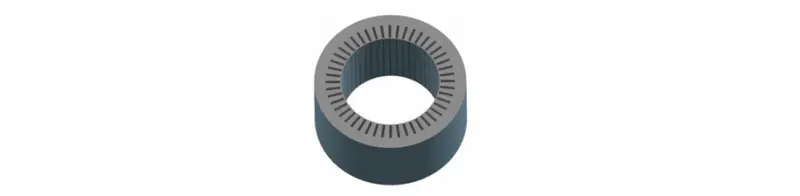
新能源电车定子铁芯是电机定子部分的整体的结构,通常由多层硅钢片叠压而成。它的基本功能是作为电机磁路的一部分,支撑电动机的绕组,并传递电机运行时的电磁能量。
常规的定子铁芯采用的是无取向电工钢,这是一种硅含量为0.5~6.5%且碳含量极低的硅铁软磁合金,通常由多层硅钢片叠压而成,叠压完成之后再通过特殊的连接工艺连接在一起,形成一个坚固且连续的整体。
铁芯的主要趋势是降低铁损,在电机设计中,铁损最重要的包含涡流损耗和磁滞损耗。当电机的铁芯暴露在交变磁场中时,会在铁芯内部感应出涡电流,这些涡电流会产生额外的热量,导致能量损失,也就是涡流损耗。除铁损外工艺的优化也是未来的主要方向,本期面向未来之定子铁芯这次也是主要从两个方面出发;工艺,材料。
材料方面有两个方向,一是基于现有材料继续减薄,另外一个方向就是寻找一个全新的材料替代。

◎超薄硅钢片可将涡流限制在狭小的间隙内,增加回路的电阻,是因为涡流的路径被分割成多个小段,每段的电阻增加,由此减少了总的涡流强度,这也是为什么电机不采用整块磁性材料,而是由涂有绝缘漆的薄硅钢片叠压而成的原因。
所以为使新能源汽车驱动电机小型化和高效化,其铁芯材料所用的高牌号无取向电工钢的厚度逐渐减薄,薄规格无取向硅钢的厚度通常是指0.25 mm、0.20mm、0.15 mm的硅钢产品。在性能指标上,无取向硅钢通常用频率400Hz条件下、磁极化强度1.0 T时的最大比总损耗值和磁场强度5000A/m下的最小磁极化强度表示。
与传统板厚0.30mm相比,0.15mm以下厚度硅钢板的铁损可降低30%~40%,且频率越高铁损降低的幅度越大,国内外乘用车用驱动电机采用公称厚度0.30 mm无取向硅钢慢慢的变成了主流。许多汽车厂家都在发布公称厚度为0.25 mm、0.20 mm的超薄无取向硅钢电机。零跑的盘古油冷电驱,就是用超薄0.20mm硅钢片,深蓝量产的原力超集电驱2.0,也是用的超薄低损定转子硅钢片0.20mm,这套电驱总成平均工况效率达92.59%。
◎材料的替代方面,非晶合金正在慢慢地走进大众视野,非晶合金是金属在熔融状态下以极快的冷却速率冷却得到的合金材料。由于冷却速率非常快,合金内的原子来不及规则排列形成晶体就已经变成固体,完全凝固后的合金就保留了液态时原子的结构。由于这种原子呈长程无序排列的结构特征,即非晶态,这也使其具有较小的结构关联尺寸、各向异性远低于同类晶体材料,因而具有很小的矫顽力。
应用在电机领域的非晶合金一般都会采用铁基非晶合金材料,传统的硅钢等晶体材料中,原子是呈有序排列形成晶粒,晶粒之间是晶界。电流通过时,特别是在变化的磁场下,会在晶界处产生大量的涡流损耗。而非晶合金内部不存在很明显的晶界,这就显著减少了涡流损耗,这也是非晶材料的主要优势之一。
今年8月份埃安量产的夸克电驱就是用的非晶材料做的定子,据称最高效率达到了98.5%,13kW/kg的电机功率密度,其用非晶材料做的定子比传统硅钢片的材料厚度减薄90%,铁损下降50%以上。
对于非晶合金带材,目前可用的加工方案包括冲压加工、激光切割、线切割。其中,线切割和激光切割方式在加工时因电流较大会产生熔融层,因此会增加材料的损耗,而且加工效率也低,无法批量生产。
现有的冲压方式也只适用于硅钢,由于非晶比硅钢硬度大约高5倍(维氏硬度达到900左右),单层厚度小(0.025mm左右),因此无法用针对硅钢的冲压模具来冲压非晶,因为其不足以满足冲压成型和冲压寿命的要求,在冲压过程中极易出现崩刃现象,而且在多层冲压时,每层带材的应力不同,会导致冲切面不平齐,存在挤压或撕裂断面,在原带的冲压过程中,模具的磨损也会很严重,导致模具常规使用的寿命低,所以非晶合金冲压加工不仅对模具要求更高,而且模具成本也会大幅提高。
当然了,除了非晶合金还有新的方向,就比如6.5%硅钢片,增加硅含量,其磁性能会得到相应提高,当硅的添加量达到6.5%时,磁性最高。但会使钢变硬变脆,从而无法轧制成薄钢板,要解决材料低成本量产难题、材料加工、铁心装配等问题。目前还只是在研究阶段,但是在轨道交通领域慢慢的开始了尝试和应用。
定子铁芯的连接工艺方面的趋势其实是显而易见的,当前的主要工艺有扣点(也称为铆扣)、焊接、胶粘、自粘结。这其中点胶和焊接工艺占主流,自粘结会是未来的主流方向之一。
◎目前应用最多的主要是焊接,因为现在的定子铁芯多数是整片冲压,焊接的工艺会比扣点更合适一点,其是在铁芯外圆处设置焊槽,然后用加热使焊槽处金属熔化后再联为一体的工艺。常见的有TIG(惰性气体保护焊一般会用氩气)和激光焊两种,最开始的电机多数采用TIG焊接,近年来激光焊接的应用显著增加,相比之下,激光焊接的焊缝更窄,热效应区更浅。但是也没办法避免焊接带来片间短路和热效应,进而影响电磁性能,理论上焊缝越宽,影响越大。
◎扣点连接工艺更适合采用分段冲压的铁芯,其是在硅钢片上冲裁出突出的扣点,通过这一些扣点与下一层硅钢片之间的摩擦力,使多层硅钢片紧密结合在一起,形成电机铁心。
正面长方形截面梯形扣点最常见,因其结合力强、稳定性高、减少振动和噪声等优点而被广泛采用,但是扣点终归是局部连接,连接力并不是太高,且扣点也会影响磁路设计。
◎自粘结的工艺正常的情况下,是由钢厂将处于液态的自粘结涂液涂敷在电工钢表面,经过一定的烘干工艺处理,使涂层处于活化态。在由电机用户通过加热、叠压,使得处于活化态的涂层实现相互粘结,从而制成电机铁芯。自粘结铁芯中的胶水填充了叠片间的空隙,形成了更为紧密的结构,这能极大的提升导热性能,也有助于电机在运行过程中的散热。另外,自粘结铁芯也有助于减少涡流损耗和磁滞损耗,增强电机的能效。
胶粘的工艺就是一种精确控制粘接剂分配的技术,通过点胶技术将粘接剂精准地点在零部件的表面,以此来实现单个或多个部件的有效联接、固定或者密封。
当前现有的自粘结涂层涂布方式多以自粘结涂层在硅钢板表面涂覆为主,这种电工钢自粘接涂层的涂覆方法将带钢采用多辊式逆涂,得到自粘接涂层,再在130℃至260℃温度下烘烤,烘烤时间为30s至45s;将自粘接涂层固化,涂层涂覆完毕的带钢片叠片后在6bar至10bar的固化压力下,以及130℃至220℃的固化温度下,连续固化0.4h至4h。这其中要求自粘接涂层需要具备较低厚度的同时还要具有较高的剥离强度,才可满足新能源对电机高转速、高强度的要求。
此前在[自粘结铁芯“粘”出来的电机革命]的文章中评论区有不少小伙伴对自粘结的材质以及温度特性感兴趣。
笔者简单整理了一下目前常用的进口自粘结图层材料与一些国内代表性企业的自主产品,欧洲这边进口的主要有EB548、EB549Rapid这两类图层,其长期耐热温度在150℃左右。国内自主企业宝钢的粘结涂料EA3902的长期耐热温度为180℃。
电话:400-6368-3512
地址:山东潍坊